वेल्ड कसे करावे
लेखक:
Monica Porter
निर्मितीची तारीख:
21 मार्च 2021
अद्यतन तारीख:
1 जुलै 2024

सामग्री
या लेखात: वेलडरथर्ड भाग तयार करण्याचे काम: काम पूर्ण करा
आर्क वेल्डिंग ही दोन किंवा त्याहून अधिक साहित्यात सामील होण्याची प्रक्रिया आहे ज्यायोगे वीज निर्माण होते. अमेरिकन वेल्डिंग सोसायटीद्वारे सूचीबद्ध केलेल्या बर्याच वेल्डिंग प्रक्रिया असूनही, या पेपरमध्ये आम्ही स्वतःला कोटेड इलेक्ट्रोड आर्क वेल्डिंग प्रक्रियेस मर्यादित करू, ज्याला स्टिक वेल्डिंग असेही म्हणतात. हे वेल्डिंगचे सर्वात सामान्य प्रकार आहे आणि त्याचे अनेक उपयोग आहेत; ही प्रक्रिया आपल्याला एखाद्या व्यावसायिकांच्या कौशल्यासह सहज टिकाऊ DIY प्रकल्प साध्य करण्याची परवानगी देते.
पायऱ्या
भाग १ कामाची तयारी करत आहे
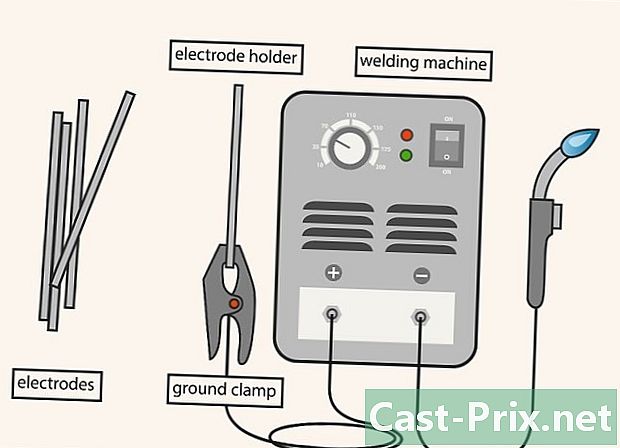
- आपली सामग्री गोळा करा. आपल्याकडे वेल्डिंग मशीन, कनेक्टिंग केबलसह इलेक्ट्रोड धारक, ग्राउंडिंग केबलसह ग्राउंड क्लॅंप, इलेक्ट्रोड आणि बेस मेटल असणे आवश्यक आहे. वेल्ड्स साफ करण्यासाठी ठेवी आणि वायर ब्रश काढून टाकण्यासाठी आपल्याला स्टिंगिंग हातोडा देखील आवश्यक असेल.
-
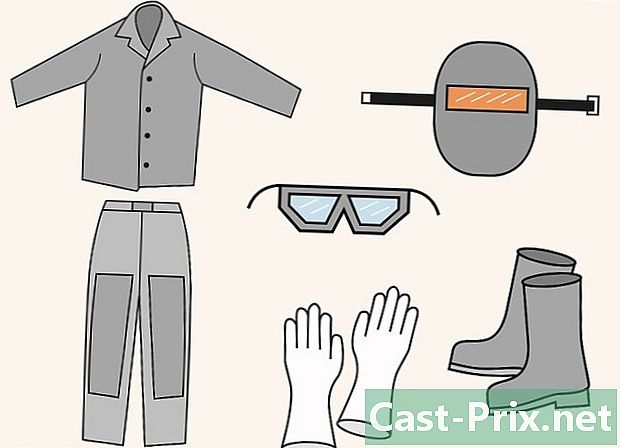
आपली सुरक्षितता उपकरणे घाला. यात वेल्डरचे हेल्मेट (शेड 10 किंवा त्याहून अधिक), वेल्डरची जाकीट किंवा सूती स्वेटशर्ट, कफलेस पॅन्ट्स, वर्क बूट्स, ग्लोव्हज आणि सेफ्टी ग्लासेस आहेत.- परिधान करू नका टेनिस शूज किंवा फॅरेड कपडे किंवा कफ्ड पायघोळ किंवा विणलेला किंवा ओपन-पॉकेट शर्ट किंवा स्लीव्हलेस शर्ट.
-
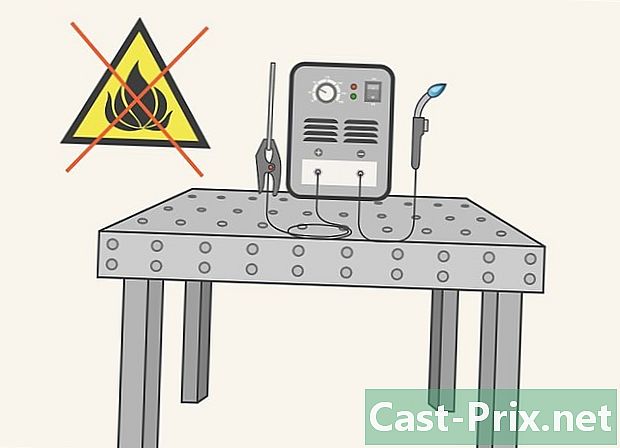
वर्कस्टेशन तयार करा. कोणतीही ज्वलनशील सामग्री काढा आणि योग्य कामाची पृष्ठभाग शोधा. आपण ग्राउंडिंग केबल उदाहरणार्थ धातूच्या टेबलशी कनेक्ट करू शकता, परंतु बहुतेक कार्यशाळांमध्ये धातूचा मोठा भाग असतो ज्यावर ग्राउंड वायर जोडलेले असते.- तेथे इतर लोक उपस्थित असल्यास, कार्य क्षेत्राच्या आसपास वेल्डिंगचे पडदे सेट करा. हे या लोकांना अल्ट्राव्हायोलेट (अतिनील किरणे) पासून संरक्षण करेल.
-
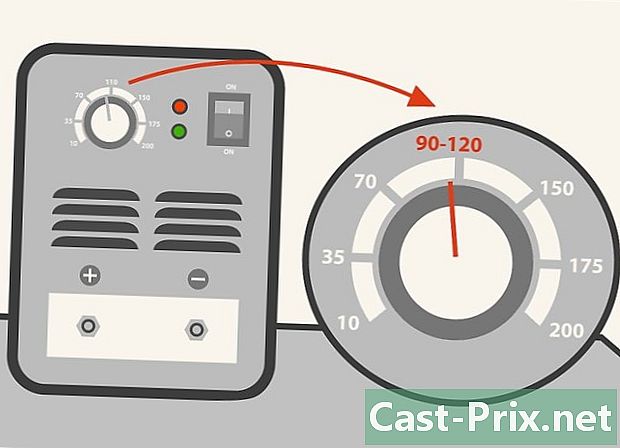
वेल्डिंग मशीन तयार करा. बहुतेक वेल्डिंग मशीन अगदी सोपी असतात. आपण कदाचित 90 ते 120 एम्प्सच्या ऑर्डरची तीव्रता वापरली पाहिजे, जरी हे बेस मेटल जाडी आणि इलेक्ट्रोड व्यासाच्या अनुसार समायोजित केले जावे. -
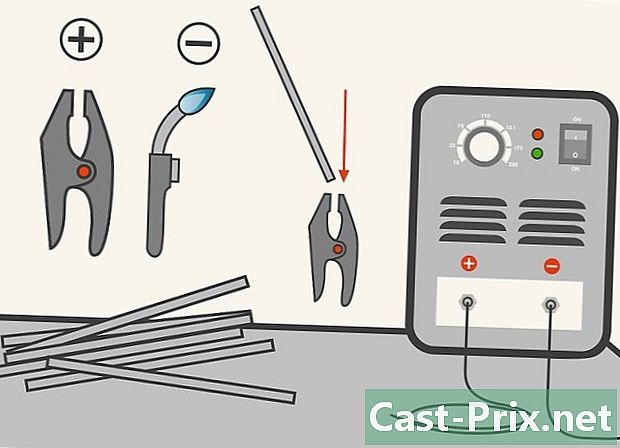
योग्य इलेक्ट्रोड वापरा. वेल्डेड करण्याच्या धातूच्या कनेक्शनवर अवलंबून, जेव्हा क्रिस्टल धातूपासून इलेक्ट्रोडवर स्थिर होते तेव्हा त्यास पॉझिटिव्ह इलेक्ट्रोड डीसी (सीसीईपी) असेंबली म्हणून संबोधले जाते, ज्यामुळे धातूचा तपमान वाढतो. डीसी मध्ये नकारात्मक इलेक्ट्रोड (सीसीईएन) आरोहित प्रभाव उलट होतो. स्टिक वेल्डिंगसाठी, सीसीईपी माउंटिंग आपल्या वेल्डला अधिक प्रवेश देईल. आपण आपल्या मशीनवर अवलंबून एसी किंवा डीसी वेल्डिंगसाठी योग्य इलेक्ट्रोड निवडणे आवश्यक आहे. इलेक्ट्रोड्स कोरडे असल्याची खात्री करा.- पॉझिटिव्ह इलेक्ट्रोड डीसी वेल्डिंग (सीसीईपी) च्या बाबतीत, वापरले जाऊ शकणारे इलेक्ट्रोड खालीलप्रमाणे आहेत: ई 6010, ई 6011, ई 6013, ई 7014, ई 7018, ई 7024. अल्टरनेटिंग करंट (एसी) साठी E6011, E6013, E7014 आणि E7018AC इलेक्ट्रोडचा वापर केला जाऊ शकतो.
- इलेक्ट्रोड्स ई 6010 आणि ई 6011 वेल्डिंग गंजलेल्या, पेंट केलेले किंवा गलिच्छ धातूसाठी विशेषतः योग्य आहेत जे आपण साफ करण्यास सक्षम नाहीत.
- ई 6013 इलेक्ट्रोड एक बहुउद्देशीय इलेक्ट्रोड आहे; ते चांगले बसत नसलेल्या सांधे असलेल्या प्रकल्पांसाठी आदर्श आहे.
-
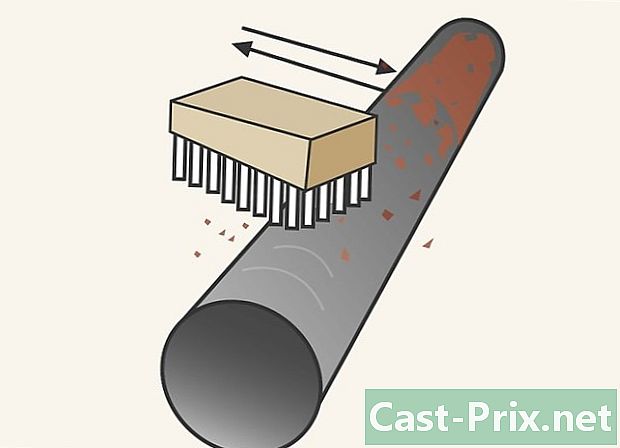
वेल्डिंग करण्यापूर्वी धातू स्वच्छ करा. वायर ब्रश किंवा ग्राइंडरने वेल्डेड करण्यासाठी पृष्ठभागावर ब्रश करून हे केले जाऊ शकते. जास्तीत जास्त गंज किंवा पेंट करून धातू साफ करा.- धातूचे, विशेषत: अॅल्युमिनियमचे अवमूल्यन करण्यासाठी लेसेटोन वापरा.
- कधीही क्लोरीनयुक्त सॉल्व्हेंट्स वापरू नका कारण वेल्डिंग मशीनद्वारे गरम केल्यावर उद्भवणारी प्रतिक्रिया आपल्याला त्वरित मारू शकते.
- एक चमकणारी धातू स्वच्छ असणे आवश्यक नाही. स्केलचा थर काढण्यासाठी आणि धातूची पर्दाफाश करण्यासाठी हार्ड डिस्क ग्राइंडर वापरा. हे विशेषतः लेसरवर लागू होते.
-
संयुक्त तयार करा. भाग एकत्र ठेवण्यासाठी क्लॅम्प्स आणि वेस वापरा आणि सील व्यवस्थित समायोजित करा.
भाग 2 सोल्डरिंग प्रारंभ करा
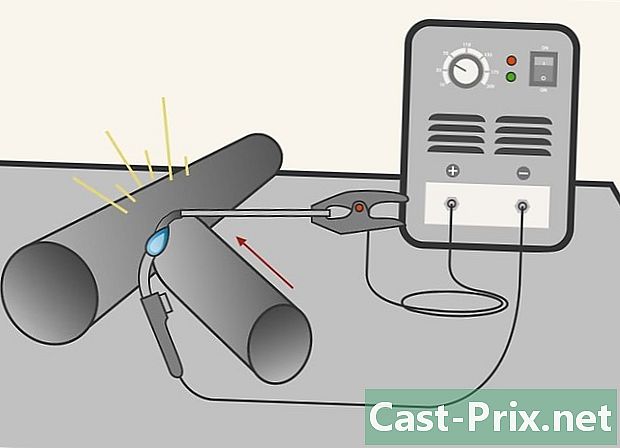
-
प्राइम वेल्डिंग चाप. बेस मेटलवर कांडीची टीप दाबून आणि नंतर द्रुतगतीने वरच्या बाजूस खेचून किंवा एखाद्या सामन्यासाठी आपण त्या जागी वेलीची टीप धातुवर ओढून रक्तस्त्राव साध्य करतो. अशाप्रकारे, आपण विद्युत सर्किट बंद करता, ज्यामुळे विद्युत्वाहूपासून ते धातूपर्यंत विद्युत प्रवाह होतो.- सर्वात आधुनिक वेल्डिंग हेल्मेट आपल्याला एलआरसीच्या सुरूवातीस स्पष्टपणे पाहण्याची परवानगी देतात, तर आपोआप अल्ट्राव्हायोलेट (अतिनील किरण) विरूद्ध आपले डोळे संरक्षित करण्यासाठी टिंट करतात. इतर स्वस्त हेल्मेट्स किंवा जुन्या मॉडेलवर, वेल्डिंग दरम्यान वगळता सामान्यत: अंधा glass्या ग्लाससह सुसज्ज व्हिझर वापरा. या प्रकरणात, आपण सोल्डरिंग कोठे सुरू करू इच्छिता हे शोधून काढले पाहिजे आणि स्टिंग सुरू करण्यापूर्वी दुसर्या हाताने हेल्मेट खाली आणा.
-

फ्यूजन वेल्ड पूल तयार करा. जेव्हा आपण स्थिर कमान राखण्यासाठी व्यवस्थापित करता तेव्हा इलेक्ट्रोडच्या शेवटी लक्ष देऊ नका, परंतु वितळलेल्या धातूच्या आंघोळीवर लक्ष द्या. चांगली बाथ तयार करण्यासाठी, आपल्याला सेकंद किंवा दोनची प्रतीक्षा करावी लागेल, जिथे आपण इलेक्ट्रोड हलविण्यापूर्वी प्रारंभ केला होता.- इलेक्ट्रोडच्या टीपपासून बेस धातूच्या पृष्ठभागापर्यंत, लार्कची उंची 3 ते 4 मिमीपेक्षा जास्त नसावी. हे अंतर इलेक्ट्रोडला सॉल्डर वितळविण्याच्या दिशेने हळूवारपणे दाबून ठेवणे आवश्यक आहे. जर हे अंतर विस्तृत झाले तर ते अत्यधिक अंदाज निर्माण करेल.
-

वितळवून धातूमधून हलविणे सुरू करा. इलेक्ट्रोड एका कोनात 90 to च्या जवळ ठेवा. इलेक्ट्रोडला खूप वेगात हलवू नका; साधारणत: 2.5 सेमी इलेक्ट्रोडचे 2.5 सेमीमीटर सॉल्डर वापरण्यासाठी वेगवान गतीची योजना करा. सोल्डर बाथ हलविताना आपण एकतर सरळ रेषेत (एक) पुढे जाऊ शकता गराडा वेल्डिंग) किंवा लहान मंडळे वर्णन करा.- स्थिर कमानीची उंची राखणे महत्वाचे आहे, हे इलेक्ट्रोडच्या टीप आणि बेस मेटलच्या दरम्यानचे अंतर आहे. प्रथम हे साध्य करणे अवघड आहे कारण इलेक्ट्रोड सतत सेवन केले जात आहे.
- सांध्याच्या शेवटी बाथ हलविणे सुरू ठेवा. पुन्हा, स्थिर फॉरवर्ड वेग आणि कमानीची उंची कायम राखण्याचे सुनिश्चित करा.
कृती 3 भाग तीन: काम संपवा
-
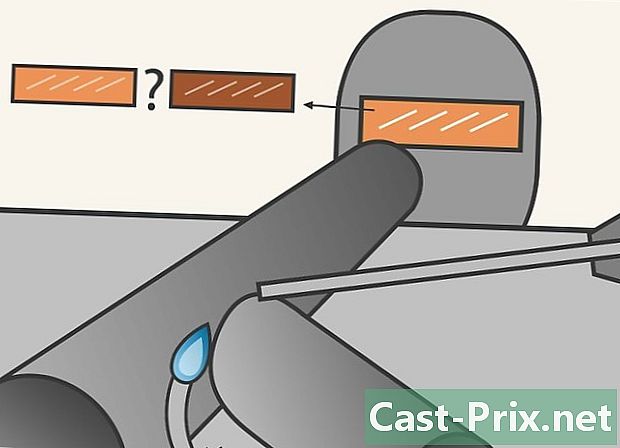
वेल्ड पूर्ण करा. इलेक्ट्रोडला धातूपासून दूर ठेवा आणि काही सेकंद थंड होऊ द्या. अद्याप खूप गरम असले तरीही, धातूचा लाल रंग गमावला जाईल. -

स्लॅग स्वच्छ करा. स्लॅग वेल्डिंग प्रक्रियेदरम्यान प्राप्त केलेला अवशेष आहे. हे वितळलेल्या धातूचे प्रदूषकांपासून संरक्षण करते. स्लॅग डिपॉझिट वेल्ड मणीच्या समान दराने थंड होत नाही आणि त्या ठिकाणी फोड असू शकतात. वेल्ड सीममधून स्लॅग वेगळे करण्यासाठी आवश्यक असल्यास प्रिक हॅमर वापरा.- वेल्डिंग दरम्यान सुरक्षा चष्मा घाला, जेणेकरून जेव्हा आपण मुखवटा उंच कराल तेव्हा डोळ्याचे रक्षण करा.
- वेल्ड सीमला चिन्हांकित न करण्यासाठी हलका हातोडा स्ट्रोक देऊन फक्त स्लॅग टाका.
- वेल्ड सीम स्वच्छ करण्यासाठी वायर ब्रश वापरा. शक्य तितके जास्तीत जास्त कण काढा, खासकरून जर आपण दुसरा पास काढणार असाल तर.
-
वेल्डची तपासणी करा. नवशिक्या वेल्ड्स बर्याचदा निकृष्ट दर्जाचे असतात आणि त्यांचा प्रतिकार पुरेसा नसतो. तथापि, सराव सह कार्यक्षमता सुधारते. अंतर किंवा अपूर्ण वेल्ड सुधारण्यासाठी आणखी पास करा. -
धातूला थंड होऊ द्या. सराव मध्ये, धातूचे पाण्यात विसर्जन केल्याने त्याच्या थंड होण्यास गती मिळेल, परंतु वेल्ड कमकुवत होईल; म्हणूनच, स्ट्रक्चरल वेल्ड्स सभोवतालच्या हवेला थंड होऊ द्या.
- चार वेल्डिंग स्थिती जाणून घ्या. ते आहेत: सपाट स्थान, कॉर्निस स्थिती, उभ्या स्थिती आणि कमाल मर्यादा. हा लेख सपाट स्थितीबद्दल चर्चा करतो.
- सपाट वेल्डिंगसाठी, इलेक्ट्रोड धारकामध्ये 90 डिग्री कोनात इलेक्ट्रोड ठेवण्याची शिफारस केली जाते; कमाल मर्यादेच्या ठिकाणी, इलेक्ट्रोडने थेट बाहेरून निर्देशित केले पाहिजे.
- आपल्या क्षेत्रात वेल्डिंगचे वर्ग शोधा. या लेखाची सामग्री आपल्याला काय शिकवते यापेक्षा वेल्डिंग तंत्राबद्दल आपण बरेच काही शिकू शकाल.
- जर आपल्याला एखादी वेल्डर माहित असेल तर, आपल्याला वेल्ड पहायला सांगा आणि एकदाची आपल्या वेल्डची तपासणी करा. त्याचे निरिक्षण आपल्याला कोणत्याही दोष सुधारण्यास मदत करू शकतात.
- सोल्डर आर्कचा प्रकाश शक्तिशाली अल्ट्राव्हायोलेट (अतिनील किरण) किरणांनी बनलेला आहे. सूर्यप्रकाशासाठी लांब पल्ल्यामुळे कर्करोग होऊ शकतो.
- तीव्र प्रकाश आपल्या डोळ्यांना नुकसान करेल आणि ए कमानाचा धक्का अत्यंत अप्रिय अपघात दर्शवते. डोळ्याची जळजळ त्वचेवरील सूर्य प्रकाशाने होणा .्या बर्नसारखेच आहे. इलेक्ट्रिक आर्कच्या प्रकाशाने जळल्यामुळे फोड येऊ शकतात. डोळ्यावरील पाण्याचे हे लहान फोड पापण्या फडफडण्याच्या दरम्यान फुटतात आणि त्याभोवतालच्या वातावरणावरील जखम उघडकीस आणतात. परिणामी वेदना डोळ्यांतल्या अनुभवाने खालील मीठच्या अनुभवाशी तुलना करता येते. बरे होण्याबरोबरच ऊतींचे पुनर्जन्म होते, परंतु तीव्र किंवा वारंवार बर्न झाल्यामुळे अंधत्व होण्यास पुरेसा डाग ऊतक तयार होऊ शकतो.
- वेल्डिंगसाठी तयार केलेल्या संरक्षक काचेच्या मदतीशिवाय आणि योग्य सावलीसह वेल्डिंग चापकडे पाहू नका. कमीतकमी आपल्याला 9 ग्लास सावलीची आवश्यकता असेल. वापरलेली तीव्रता जितकी जास्त असेल तितके ग्लासचे अस्पष्टता आणि त्याची उच्च रंग संख्या जास्त असेल. गडद संख्या कमी चष्मा पीसणे आणि कापण्यासाठी योग्य आहेत. हे देखील विसरू नका की व्यक्तींच्या अनुसार डोळ्यांचे गुणधर्म भिन्न असतात. गडद ग्लास एका व्यक्तीसाठी योग्य असू शकतो, परंतु त्याच व्यक्तीने काम करत असलेल्या दुसर्या व्यक्तीसाठी ते पुरेसे नसते.
- बहुतेक चाप वेल्डिंग स्टेशनसाठी, आपण ऑपरेशनच्या चक्राचा आदर केला पाहिजे.याचा अर्थ असा की विशिष्ट कालावधीपेक्षा जास्त काळ सोल्डरिंग केल्याने उपकरणांचे नुकसान होऊ शकते. बर्याच लहान, स्वस्त वेल्डिंग मशीनमध्ये 20% शुल्क चक्र असते. ऑपरेटिंग रेट किंवा कर्तव्य घटक 10-मिनिटांच्या कालावधीच्या टक्केवारीच्या रूपात व्यक्त केले जातात. 20% ड्युटी सायकल असणारी मशीन 10 मिनिटांपेक्षा 2 मिनिटांपर्यंत वेल्ड करू शकते. उर्वरित 8 मिनिटे मशीन थंड होऊ देतात. एक उच्च कर्तव्य चक्र उच्च वेल्डिंग वेळेशी संबंधित आहे. सर्वात मोठ्या मशीन्सचे कर्तव्य चक्र 60% पर्यंत असते जे वेल्डिंगच्या वेळेस 10 मिनिटांपेक्षा 6 मिनिटांपर्यंतचे असते, उर्वरित 4 मिनिटे मशीन थंड ठेवण्यासाठी राखीव असतात.
- आग विझविण्यासाठी अग्निशामक यंत्र, पाण्याची बादली, वाळू, पाण्याची नळी किंवा इतर योग्य साधन ठेवा.
- जर डोळे फोडणीमुळे जळले असतील तर ते अदृष्य होण्यासाठी उत्पादनाचा वापर करु नका लालसरपणा. जखमी डोळ्याच्या रक्तवाहिन्यांमुळे रक्त वाहू जाण्याची शक्यता असते आणि त्यामुळे जळजळ कमी होते. रक्ताचा ओघ, प्रतिजैविकता आणि जास्त ऑक्सिजन डोळ्यासमोर आणून बरे करण्यास प्रोत्साहित करतो. नैसर्गिक अश्रू शांत होण्यास आणि जळलेल्या डोळ्यांना बरे करण्यास मदत करतात.
- आपण काय करीत आहात यावर लक्ष ठेवण्यासाठी आपल्याबरोबर एखाद्यास घ्या आणि आपली सुरक्षितता सुधारित करा. आपल्या पहिल्या वेल्डसाठी, अनुभवी वेल्डरसह सराव करा.
- वेल्डिंग मशीन धोकादायक असू शकतात. यासह वापर मोड काळजीपूर्वक वाचा सर्व चेतावणी द्या आणि आपल्या आणि आपल्या सभोवतालच्या लोकांच्या सुरक्षिततेची खात्री करण्यासाठी सर्व पावले उचला. ज्वलनशील सामग्री जवळ वेल्ड करू नका. इंधनाच्या संपर्कात असलेल्या धातूंना इशारा देऊ नका, जसे की इंधन टाक्यांमधून धातू.
- जळलेल्या डोळ्यांवर कधीही कच्चा बटाटा वापरू नका. बटाटे मध्ये संसर्गजन्य बॅक्टेरिया असू शकतात. एक निर्जंतुकीकरण कोल्ड कॉम्प्रेस डोळ्यामध्ये हानिकारक जंतूंचा परिचय न देता उष्णता आणि जळजळ होण्यास कमी होण्यास मदत करते.
- सुरक्षा चष्मा एक जोडी
- चिमटा आणि केबल्ससह वेल्डिंग मशीन
- इलेक्ट्रोड
- सोल्डरिंग मेटल
- टोचण्यासाठी एक हातोडा
- एक वायर ब्रश
- वेल्डिंग हेल्मेट 10 किंवा अधिक
- कफ वेल्डिंग हातमोजे एक जोडी
- वर्क बूटची एक जोडी
- अनलिन्ड् ट्राउझर्स
- एक वेल्डिंग जॅकेट
- अग्निशामक
- http://www.weldinginfocenter.org/basics/ba_06.html
- http://www.eastwood.com/stick-welding-tips-how-to-stick-weld-a-user-s-guide
- http://www.millerwelds.com/resources/articles/Selecting-the-Right-Welding-Helmet-For-You
आम्ही शिफारस करतो

त्याच्या काळात विवेकी कसे रहायचे
विकी हा एक विकी आहे, याचा अर्थ असा की बर्याच लेख अनेक लेखकांनी लिहिले आहेत. हा लेख तयार करण्यासाठी, 9 अज्ञात लोक, ज्यांनी त्याच्या आवृत्तीत भाग घेतला आणि कालांतराने त्या सुधारल्या.या लेखात 31 संदर्भ ...

भावनिक अलिप्त कसे रहायचे
या लेखाचे सह-लेखक आहेत ट्रुडी ग्रिफिन, एलपीसी. ट्रूडी ग्रिफिन विस्कॉन्सिनमधील परवानाधारक व्यावसायिक सल्लागार आहेत. २०११ मध्ये, तिने मार्क्वेट विद्यापीठात मानसिक आरोग्य क्लिनिकल सल्लामसलतमध्ये पदव्युत्...